
电机端盖式滑动轴承的装配流程及注意事项
发布时间:
2020-07-16
来源:
1将前后轴承内盖上的汽封盖分别装入主轴两端相应位置。 2用钢丝绳分别将主轴轴伸两端的轴承座平稳吊起,分半面朝下;进入端盖上半圆空档位置。将轴承座的止口紧贴端盖,沿端盖止口圆滑下;使轴承座止口转动进入端盖上相对应位置的止口,吻合到位。 3将轴承座与端盖之间相配合的定位孔对准,栓上销钉。按图纸要求在轴承座安装孔旋入螺栓,用气动扳手均匀将轴承座止口紧贴端盖,拧紧销钉,将螺栓紧固到位。检查非轴伸端座内配
1 将前后轴承内盖上的汽封盖分别装入主轴两端相应位置。
2 用钢丝绳分别将主轴轴伸两端的轴承座平稳吊起,分半面朝下;进入端盖上半圆空档位置。将轴承座的止口紧贴端盖,沿端盖止口圆滑下;使轴承座止口转动进入端盖上相对应位置的止口,吻合到位。
3 将轴承座与端盖之间相配合的定位孔对准,栓上销钉。按图纸要求在轴承座安装孔旋入螺栓,用气动扳手均匀将轴承座止口紧贴端盖,拧紧销钉,将螺栓紧固到位。检查非轴伸端座内配置的绝缘层完好无损。
4 将主轴适当吊起(略小于气隙值),分别将与轴承座配置的轴瓦贴住弹位;下轴瓦分半面朝下;沿主轴圆周方向转动,至下轴瓦分半面落在轴承座分半面上,将吊起的主轴落下。
5 仔细调整转子的轴向位置应满足图纸上磁中心的技术要求(注意要在未装上半轴瓦前检查二级电机前后轴瓦的轴向肩距是否对称均布,二级以上轴瓦的以轴伸端定位,若运行磁中心不对而顶瓦,则需进行相应的调整)。
6 用塞尺检测定、转子间的气隙符合图纸要求。
7 将前后轴瓦内的甩油环装入轴瓦相应位置,装好销钉,用螺钉紧固。
8 将前后轴承配置好的上轴瓦贴合在主轴弹位上;与下轴瓦密合。
9 用钢丝绳(起吊前将洁净的前、后轴承座与盖结合面均匀凃抹一层专用不干密封胶,)依次将上盖吊置于轴承座上吻合,装好销钉;用手将螺栓轻微拧紧,将主轴盘车待轴瓦导向定位稳定,将前、后轴承座与盖所有螺钉紧固。
10 将先期置入两端的汽封盖分别(封槽配合)装到轴承内盖端槽内,满足凸凹配合尺寸要求后用螺栓紧固,符合图纸要求(注意最终锁紧位置必须以运行磁中心确定后为准,前后端槽装入深度为5~7mm)。
11 检查、确认非轴伸端所装配的为带绝缘垫的(绝缘垫已成套配置)滑动轴承,其绝缘电阻值应≥1MΩ;所有螺栓紧固到位,装配结果符合图纸要求。
12 将主轴轴伸两端端盖上半沿盖板装配到端盖板相应位置,用螺钉紧固。
13 所有与轴承室连接的螺纹零辅件(油温表、Pt100铂热电阻、进回油管、堵头等) 必须缠生胶带进行密封,进回油管釆用法兰盘安装时,结合面之间必须垫相应密封垫,法兰安装螺钉必须均匀拧紧,装好后所有轴承室上安装的零辅件和结合面之间不得有漏油渗油现象。
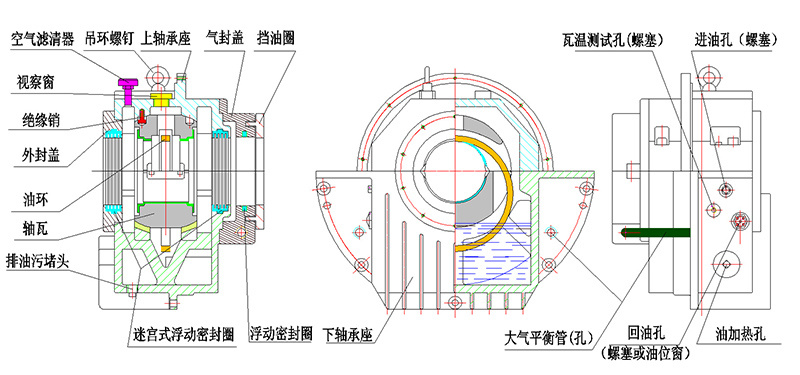
端盖式滑动轴承的结构示意图
上一页
下一页
上一页
下一页
相关新闻

